few questions: built n/a 3.5 and use later for sc



Good point I pulled a 02 with about 74k apart and the valve seals were crap (compared to the vq30's & other engines I saw)
(compared to the vq30's & other engines I saw)
If you ever have the Im/exhaust manifolds off take a peak
I think the oil ring rumor should be updated
(compared to the vq30's & other engines I saw)If you ever have the Im/exhaust manifolds off take a peak
I think the oil ring rumor should be updated

Revup motors (optional in 05, standard in 06) are known to burn copious amounts of oil. Way more incidences than standard VQ35's. Also seems as if there are fewer A34's motors that burn oil, unless people just aren't reporting it.

Well haven't really seen an oil burning problem with the new altimas yet. We'll see. Don't really see what that has to do with an 02 motor though...
As for the valve oil seals theory, all VQ's (including 3.0's) use the same oil seal so I don't really think that's the cause.
As for the valve oil seals theory, all VQ's (including 3.0's) use the same oil seal so I don't really think that's the cause.
Last edited by nismology; Nov 24, 2007 at 07:51 PM.

As for the rings, it could a combination of poor compression ring material, not enough ring tension, improper honing/finishing technique, and/or oil rings not seating. In any case I do attribute it to the rings, in general. According to FSM illustrations (for what they're worth) nissan switched to a Napier (tapered underhook) profile 2nd compression ring in the HR. It's known for it's more aggressive oil control on the downstroke. I'll know soon enough what the actual differences between the two motors' ring sets are.
Last edited by nismology; Nov 25, 2007 at 06:28 PM.
by any chance...does anyone know the part# for the 2007 altima 3.5 piston ring set? this should be the HR rings for the 3.5 correct? nissan doesnt know and they want a vin or part #. thanks for the help
oh ok thanks..i already placed the order yesterday after 10mins posting..a different guy took my order but i don't know the part#. hopefully it matches to the one you gave me..also ordered nissan sealant as well..a bit over 20bux a tube!
forgot to post some pix...i havent touched the engine lately and will be doing some work today...
the port and polish LIM....still needs touch up...thats all from a wheel flap! 60grit! need to buy some sand paper and make it smoother.


as for the rings....i received a set of oil rings....pistion rings necessary to change? i ll be checking the clearance on the piston rings anyway...
the port and polish LIM....still needs touch up...thats all from a wheel flap! 60grit! need to buy some sand paper and make it smoother.
as for the rings....i received a set of oil rings....pistion rings necessary to change? i ll be checking the clearance on the piston rings anyway...

Using a EU...i as for turbo..yes i have thought about it (GT35R)...but i have all the supercharger parts already...
Last edited by maximariceboi; Dec 9, 2007 at 07:19 PM.
some pictures from my webcam...i forgot my camera..


I will be taking the pistons/rods off to clean and also re-ring the pistons.
I'm thinking about honing the cylinder walls. I have found a flex-hone (3 3/4") for bore size 89mm to 97mm but I do not know which grit to get. 120, 180, 240, 320 or 400 grit....I was thinking maybe go with the 320 or 400 to play it safe...any help would be appreciated thanks.
with this procedure, do I have to take this block to a place to have the crank balanced? i remember reading it somewhere about the crankshaft needs to be balanced if taken off...
I will be taking the pistons/rods off to clean and also re-ring the pistons.
I'm thinking about honing the cylinder walls. I have found a flex-hone (3 3/4") for bore size 89mm to 97mm but I do not know which grit to get. 120, 180, 240, 320 or 400 grit....I was thinking maybe go with the 320 or 400 to play it safe...any help would be appreciated thanks.
with this procedure, do I have to take this block to a place to have the crank balanced? i remember reading it somewhere about the crankshaft needs to be balanced if taken off...
Last edited by maximariceboi; Dec 9, 2007 at 08:24 PM.
Ok I have a few questions...but please look through the parts list first for the 3.5 built.
parts that i have:
eagle rods/arp rod bolts
cam spacers
ngk iridium ix spark plugs
nissan works phenolic intake spacer
parts on order:
arp head studs
arp main bolts
cosworth hg
parts looking that I'm thinking about getting:
forged pistons (wiseco 8.8:1)
used nismo tune r cams or brian crower stage 2 cams
brian crower dual valve springs/retainers
cosworth main bearings set (std)
cosworth rod bearings set (std)
cosworth trust bearing set
(i might port and polish the upper plenum and LIM myself)- dremel or air die grinder?
I am planning to do a 3.5 built motor and supercharge it as well. Problem is, I want to drive N/A for awhile till after the winter. It will be SCed by late feb/early march. I'm trying to find a good set of pistons under $600 and found wiseco pistons 8.8:1 cr for 559+ shipping.
Now, is it ok to drive around a built 3.5 n/a with out any major problems? I know the compression ratio is really low and won't be making a lot of power compared to a stock vq35. Possible side effects by doing so? I suppose I should not drive hard at all...maybe up to 4.5k rpm. Any inputs would be great.
I'm also looking for the right set of cams to use for n/a and can use for boost as well. Brian Crower's site stated their stage 2 cams "Excellent all purpose spec"
Any feedback would be appreciated. Thanks
parts that i have:
eagle rods/arp rod bolts
cam spacers
ngk iridium ix spark plugs
nissan works phenolic intake spacer
parts on order:
arp head studs
arp main bolts
cosworth hg
parts looking that I'm thinking about getting:
forged pistons (wiseco 8.8:1)
used nismo tune r cams or brian crower stage 2 cams
brian crower dual valve springs/retainers
cosworth main bearings set (std)
cosworth rod bearings set (std)
cosworth trust bearing set
(i might port and polish the upper plenum and LIM myself)- dremel or air die grinder?
I am planning to do a 3.5 built motor and supercharge it as well. Problem is, I want to drive N/A for awhile till after the winter. It will be SCed by late feb/early march. I'm trying to find a good set of pistons under $600 and found wiseco pistons 8.8:1 cr for 559+ shipping.
Now, is it ok to drive around a built 3.5 n/a with out any major problems? I know the compression ratio is really low and won't be making a lot of power compared to a stock vq35. Possible side effects by doing so? I suppose I should not drive hard at all...maybe up to 4.5k rpm. Any inputs would be great.
I'm also looking for the right set of cams to use for n/a and can use for boost as well. Brian Crower's site stated their stage 2 cams "Excellent all purpose spec"
Any feedback would be appreciated. Thanks
i thought you were using them? the deluboz cams?
I should be getting my flex hone by saturday...this weekend should be fun lol...my cams are coming in wednesday and just got my iacv adaptor.
anyone have the part# for the 2004 piston rings only? top and second ring....dealer told me they sell them as a set. the 07 altima piston rings should be good to use as well correct? thanks
Forgot to mention this when I first saw it. A cylinder should be honed only if the crosshatch pattern is not visible (glazed) or if you are finishing off an overbore. You can do more harm than good by honing it unnecessarily.
also, the piston rings, I should change them since I will have the pistons out right? I did not measure the existing one since I didn't have time due to few customers showing up at the shop. I spoke to nissan and told them I needed piston rings for an 2004 maxima and told me they cant sell them seperately and comes with the oil rings. The 2007 Altima piston rings should be the same correct? If so can you please provide me a part number if possible? I assume they sell these seperately since the oil rings have their own part number. Thanks for your help.
Last edited by maximariceboi; Dec 12, 2007 at 07:17 PM.
I purchased the 320 grit hone since the 240 grit was out of stock at the moment.
email from the person that I purchased the hone from:
Dec. 12
You need to run the hone through until you see a new cut on the bore (no
dull grey looking surface). Note the hone is a surface finish tool not a
material cutting tool. You are going to remove minimum material with the
320 grit. A 120 maybe but the 320 is not going to cause any measurable loss
of bore diameter. Run the hone as we indictated amd make sure you clean the
bore very very well as we described. Keep the hone saturated with oil. We
have never assembled a motor without cleaning up the bore. A non rehoned
bore has scuffing which will lead to early blowby and reduced cylinder
pressures. All the engines we do we still see the cross hatch after tens of
thousands of miles, but we always rehone as do all our customers. The race
engines we would never consider rebuilding without touching the cylinder
walls. I would not risk it hoping the rings will seat on an old finish that
was previously mated.. Run tool at 400-700 rpm 6-8 fast up and down strokes
and inspect.
Hope this helps..
Gary, PMD Products.
Older email....
Dec. 10
These hones we offer will give you the 45 degree cross hatch even
>> > on a well worn block. These hones we sell to numerous machine
>> > shops to provide the final hone after course machining operations.
>> > We recommend the 240 grit for most rehoning application.
>> > Use plenty of engine oil 10-30 or 30wt and keep cylinder bore
>> > wet with oil. Move the hand drill in a vigorous up and down
>> > motion with the
>> > tool in the bore to provide the 45 degree angle cross hatch . Try
>> > to
>> > maintain
>> > a 600 - 900 RPM. You can slow the drill if the vigorous movement
>> > of your arm will not produce a 45 degree cross hatch.
>> > Once you have fully deglazed the cylinder stop honing.
>> > Any low spot will appear dark grey. Work the hone until no
>> > dark grey appears. THEN spend time cleaning the bore with
>> > warm soapy water. I cannot express how important it is to
>> > clean and clean the bore. When you wipe the bore there should
>> > be no indication of any metal (grey) on the wiping cloth.
>> > We use a new white towel and wipe the cylinder down with
>> > warm soapy water after we run a cylinder brush through and
>> > check the cloth for any slight bit of grey from the metal.
>> > If there is grey we are not finished cleaning that cylinder.
email from the person that I purchased the hone from:
Dec. 12
You need to run the hone through until you see a new cut on the bore (no
dull grey looking surface). Note the hone is a surface finish tool not a
material cutting tool. You are going to remove minimum material with the
320 grit. A 120 maybe but the 320 is not going to cause any measurable loss
of bore diameter. Run the hone as we indictated amd make sure you clean the
bore very very well as we described. Keep the hone saturated with oil. We
have never assembled a motor without cleaning up the bore. A non rehoned
bore has scuffing which will lead to early blowby and reduced cylinder
pressures. All the engines we do we still see the cross hatch after tens of
thousands of miles, but we always rehone as do all our customers. The race
engines we would never consider rebuilding without touching the cylinder
walls. I would not risk it hoping the rings will seat on an old finish that
was previously mated.. Run tool at 400-700 rpm 6-8 fast up and down strokes
and inspect.
Hope this helps..
Gary, PMD Products.
Older email....
Dec. 10
These hones we offer will give you the 45 degree cross hatch even
>> > on a well worn block. These hones we sell to numerous machine
>> > shops to provide the final hone after course machining operations.
>> > We recommend the 240 grit for most rehoning application.
>> > Use plenty of engine oil 10-30 or 30wt and keep cylinder bore
>> > wet with oil. Move the hand drill in a vigorous up and down
>> > motion with the
>> > tool in the bore to provide the 45 degree angle cross hatch . Try
>> > to
>> > maintain
>> > a 600 - 900 RPM. You can slow the drill if the vigorous movement
>> > of your arm will not produce a 45 degree cross hatch.
>> > Once you have fully deglazed the cylinder stop honing.
>> > Any low spot will appear dark grey. Work the hone until no
>> > dark grey appears. THEN spend time cleaning the bore with
>> > warm soapy water. I cannot express how important it is to
>> > clean and clean the bore. When you wipe the bore there should
>> > be no indication of any metal (grey) on the wiping cloth.
>> > We use a new white towel and wipe the cylinder down with
>> > warm soapy water after we run a cylinder brush through and
>> > check the cloth for any slight bit of grey from the metal.
>> > If there is grey we are not finished cleaning that cylinder.
The flex hone in particular leaves a pleateau finish, which means there aren't any peaks for the rings to "wear into". And the "early blowby" thing isn't necessarily true. Maybe it's true for cylinders that are badly worn. In any case, I would say break-in procedure has more to do with how well the rings seat than if a used block in good condition has been rehoned or not. The crosshatch isn't there to break the rings in, it's there for oil retention.
The flex hone in particular leaves a pleateau finish, which means there aren't any peaks for the rings to "wear into". And the "early blowby" thing isn't necessarily true. Maybe it's true for cylinders that are badly worn. In any case, I would say break-in procedure has more to do with how well the rings seat than if a used block in good condition has been rehoned or not. The crosshatch isn't there to break the rings in, it's there for oil retention.
Also about the piston rings from the 07 altima...would that work as well?
Thanks
got some stuff done during the weekend. sorry for the bad quality pictures....i forgot my camera once again so webcam pictures had to be taken.



I didnt have the torx female socket to take off the main bearing cap bolts..so placing an order on that with a snap on torque wrench.
ok so the altima 07 piston rings are a no.....
how about the 07 maxima rings? nissan grouped them separately....not with the 02-06 3.5 from looking at the nissan parts site. the piston rings should fit...correct? and maybe these have the updated oil rings as well like the 07 3.5 altima? any inputs would be appreciated. thanks
I didnt have the torx female socket to take off the main bearing cap bolts..so placing an order on that with a snap on torque wrench.
ok so the altima 07 piston rings are a no.....
how about the 07 maxima rings? nissan grouped them separately....not with the 02-06 3.5 from looking at the nissan parts site. the piston rings should fit...correct? and maybe these have the updated oil rings as well like the 07 3.5 altima? any inputs would be appreciated. thanks
Last edited by maximariceboi; Dec 17, 2007 at 10:57 AM.
aparently, the main bearing cap bolts won't budge. i borrowed a set of snap on female torx...e14 was a snug fit. tried taking it off with a breaker bar...wouldn't budge. i applied more force and the torx design of the head of bolt started to deform, more like indented. I checked the fsm and it says those bolts are torqued 25-28 ft/lbs and a quarter turn. and yes i was turning the right way....some kind of loctite on this?
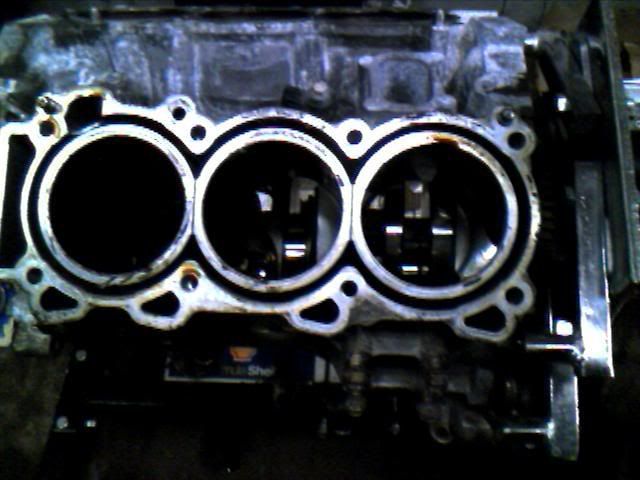
i dont want to strip the heads of the bolts lol....i was following the sequence...or tried to since the 1st one wouldn't come off....if i tried the others i would probably be stripping the rest lol.....one of the cylinders has a slight scratch....looks like when i pushed the piston/rod out of the cylinder....i was careful in every single one of them =/ ...thats not a good sign...looks like i already screwed up the engine..unless i hone the cylinders..but those main bearing cap bolts is an issue.
its visible..but the thing was....that scratched was like glazed over...so i'm not too sure if it was me or not...i cleaned it up and i see it clearly...i have to check again when i get to the shop...i really want to hone this block but those main bearing cap bolts is an issue....you free this weekend?
Last edited by maximariceboi; Dec 19, 2007 at 08:01 PM.
I finally had a chance to hone a cylinder. I did not remove the main bearing cap bolts so the crank was still intact. I covered up the bottom part of the cylinder with a thin layer of foam, as a cushion and cut out a piece of cardboard...roughly the same diameter as the bore and slipped in there. This covered the crank and as well as the oil jets in case of any particles happen to drop in there. Also to protect the oil jet.
I started to hone the scratched cylinder. The one scratch still exist but barely felt by with my finger nail. It is still visible but the question is, would that vertical scratch effect oil retension or effects anything else?
I started to hone the scratched cylinder. The one scratch still exist but barely felt by with my finger nail. It is still visible but the question is, would that vertical scratch effect oil retension or effects anything else?
Last edited by maximariceboi; Jan 6, 2008 at 06:58 PM.
I'll hone that cylinder one more time....but that 320 grit is barely cutting the bore. Heading to the shop....I'm hoping I left my camera there so I can take a picture..not sure where I placed it..
just got to the shop...wow...i can actually feel the scratch..this one was a different cylinder..i forgot which one was slighly deeper....what should the next step be??? take it to the machine shop? Or should I just get another block?